
_______ _______ __ ________ ________
| __ \ | \ | | | | | |
| |__| | | __ | | | | _____| | __ |
| _/ | |__| _| | | | | | | | |
| __ \ | __ \ | | | |_____ | |__| |
| |__| | | | | | | | | | | |
|_______/ |__| |__| |__| |________| |________|
Techniques de bricolage
brico.txt 21/10/2015
ultimecool.tk
Sommaire
Thermo-moulage au PVC Diagnostique PC Mecanique automobile
Introduction
On n'est jamais aussi bien satisfait que par soi même. Alors faites le vous-même
Thermo-moulage au PVC
Cette technique permet de mouler des objets en PVC (boîtiers, gobelets). Elle nécessite un simple four, et un aspirateur ménager. On chauffe une plaque de PVC dans le four, puis on l'appuie avec un cadre sur un master. Le PVC épouseras la forme du haut du modèle. Pour le bas il faut vider l'air contenu entre le plastique et le master.
Le support de la feuille de plastique est réalisé en bois dur. La feuille de plastique est simplement agrafée sous ce cadre.
Vous devez fabriquer une caisse en bois étanche (collée, visée, avec du mastique silicone). Dans le milieu vous pouvez rajouter des renforts pour éviter que le dessus ne s'affaisse lorsque l'on applique le cadre de plastique et sous l'effet du vide. Sur un côté on perce un trou afin que l'embout de l'aspirateur passe exactement dedans. C'est cet aspirateur qui créera un vide dans la boite. Un 1500W suffit largement! si la caisse est complétement étanche vous serez étonner de voir comment cela tire.
Sur le dessus de la caisse on creuse des rainures qui recoivent un tuyau de caoutchouc, afin de réaliser l'étanchéité entre la feuille de plastique et la caisse. On peut aussi remplir cette rainure de silicone. Ca donne le même résutat à ceci près que l'on ne dispose alors que d'une seule grosseur de cadre. Autour du master on perçe quelques trous de 3mm qui permetront à l'air de sortir. 15 suffisent pour un cadre d'environ 22 cm de côté.
Afin que le plastique épouse bien les formes du master jusqu'en bas, il est indispensable de surmonter le master. Maintenant on met le cadre dans le four pour quelques minutes. Si le four est à la bonne température, le plastique va d'abord se tendre, puis commencer à se détendre de manière très visible sous l'effet de son propre poids. Là il est prêt à être sorti du four. On allume alors l'aspirateur, et très rapidement on ouvre le four, et on plaque le cadre sur le master. Quand le cadre arrive sur la boite, l'étanchéité se fait. Ca fait un "schrouuup" et ça y est c'est fini.
Si cela n'est pas satisfaisant, on enfourne de nouveau le cadre et on attend que le plastique reprenne sa forme initiale. Puis on recommence (attention de bien le réappliquer au même endroit! ). C'est parfois nécessaire pour des formes qui sont très hautes.
Ensuite on attend que le plastique se soit bien refroidi pour reprendre sa solidité. Une bonne dizaine de minutes sont nécessaires, car l'intérieur du plastique n'est pas à l'air ambiant et à besoin de plus de temps. Si l'on démoule trop vite, la verrière risque de se déformer un peu.
Le plastique se trouve dans les brico machin. C'est vendu au mètre, en différentes épaisseurs: 0.8mm et 1.5mm. Le 0.8 mm convient bien. Malheureusement il existe au moins 2 sortes qui sont tous vendus en tant que PVC, et qui présentent des caractéristiques bien différentes. Pour distinguer les deux types de PVC, on plie un coin et on regarde la pliure. Si elle reste transparente, c'est pas spécialement bon (type 1), si elle devient blanche c'est meilleur.
Le type1: il se travaille à basse température (120°C) mais si la température dépasse 120°C, il blanchit et c'est foutu! de plus il n'est pas très élastique.
Le type 2 se travaille à environ 230°, il est plus élastique que le type 1, ne blanchit pas si la température est trop élevée mais dégage une odeur infecte lors de sa chauffe.
Avant de commencer avec un plastique inconnu, on augmente progressivement la température pour voir à partir de quand il commence à se détendre. Attention de ne pas attendre que la feuille soit tellement détendu qu'elle touche presque le fond du four. Le meilleur moment est quand le centre de la feuille pends de 1-2 cm. Si l'on attends plus, l'épaisseur finale obtenue sera plus fine, et voir trop fine. De plus on risque de créer des plis lors de l'application de la feuille PVC sur la forme.
Le moulage est intéressant lorsqu'il s'agit de faire plusieurs copies d'une même pièce. Le travail demandé pour la réalisation d'un moule est grand, mais
ensuite les pièces sont facilement et rapidement faites. Le moule en une partie n'est valable que si la forme de la pièce "mère" ou matrice, a une forme en "V" sans gros details sur sa surface. Sinon il n 'est pas possible de sortir la pièce du moule. Donc la il faut utiliser un moule en 2 parties.
Avant de passer à la réalisation du moule, il est conseillé d'améliorer la surface de la matrice en retirant tout les petits défauts, car ceux ci se retrouveront dans le moule, ainsi que sur toutes les pièces futures. Pour cela, prendre du mastic de carosserie, et du papier de verrer à grain très fin (400 -600 voir 1200).
La première étape consiste à découper dans un reste de planche d'épaisseur assez conséquente (8mm ou 10mm) la forme extérieure de la matrice. Ce n'est pas trop grave si la forme est plus grosse de 2-3mm. Plus pourrait poser un problème
On réalise ensuite un bac où le capot vient prendre place. La hauteur dépend de la hauteur de la matrice. Prendre un bon centimètre de plus comme réserve. La surface de la plaque de bois est ensuite recouverte d'un film de plastique transparent (couverture de cahier et livres). Je le fixe à l'aide de scotch sur son pourtour. Ensuite on place et fixe la matrice dans le trou de telle sorte que la moitié de celui ci soit au niveau supérieur de la planche (+/- 1-2 mm n'ont pas d'importance).
Pour fixer en hauteur la pièce on peut utiliser du platre. Faire un mélange pas très liquide, ou attendre qu'il commence à sécher, et faire au fond du bac un amont de platre. On place le capot dans le bac, et appuie dessus jusqu'à obtenir la bonne hauteur. On laisse sécher. Ainsi le capot tient tout seul dans le bac, et ne bascule plus. Sur la planche supérieure, placer les tétons de centrage et les chevilles (ex: 3 tétons disposé en triangle et 4 vis).
Ensuite découper une plaque qui viendra se fixer à l'arrière du capot. Elle est maintenaue en place par 2 petites équerres. Ne pas oublier de la recouvrir elle aussi d'une feuille de plastique.
Avant de commencer à stratifier, il faut boucher à l'aide de pâte à modeler l'espace entre la planche supérieure et le capot afin d'avoir un plan de travail étanche. Ne pas laisser de pâte à modeler sur le capot car sinon ces imperfections se retrouveront sur le master. Ne pas hésiter à bien bourrer l'espace avec la pâte, et lisser ensuite la surface avec une vielle carte de crédit par exemple. C'est ici que l'on voit qu'il est important de laisser très peu d'espace lors de la découpe de la planche, car c'est un travail assez long, surtout quand la pâte est froide. Boucher aussi les trous où les tétons de centrage prendront place ainsi que les chevilles (pas trop car après il faut retirer la pâte à modeler du trou!!).
Étape maitenant très importante: il faut enduire le capot de cire ou alors de produit démoulant à base d'alcool polyvinylique, voir même des deux. La cire semble pourtant plus facile à appliquer et évide des imperfections. Ne pas hésiter à mettre 7 à 8 couches de cire tout en polichant entre chaques couches. Ensuite on peut commencer à laminer.
La première couche un gel coat chargée de métal, qui donnera au moule une très bonne résistance à l'usure. Utile si l'on souhaite tirer plus d'une dizaine de pièces. Attention de bien répartir ce gel coat en une couche uniforme et assez épaisse (2mm sont ok) sans oublier les details et autres bossages.
Ensuite on soupoudre le dessus de flocons de fibres de verre coupés. Cela permet au bandes de tissu de mieux accrocher sur le gel coat (C'est pas obligatoire). Une fois le tout presque sec, on applique les bandes de tissus une par une sur toute la surface. Le gramage de la première couche est 80gr. Celui de la seconde couche de 125gr. Attention de ne pas abimer la 1ère couche de gel coat pendant cette application.
Bien entendu il est necessaire de prédécouper avant l'application du gel coat les bandes de tissus. Ne pas les faire trop larges sinon elle s'appliquent
mal sur la surface, et en voulant absolument l'appliquer, on endommage le gelcoat et donc la surface intérieure du moule!
Une fois fini, on laisse sécher une bonne nuit à plus de 20°C. Une fois sec, on peut retirer avec précaution le capot et le demi moule du socle en bois. Attention de ne pas séparer le capot et le demi moule!.
En retournant notre demi moule, on voit à peu près les même vue qu'avant l'application du gel coat. On peut donc refaire de même sur l'autre face. Cette fois ci on construit le demi moule sur l'autre demi moule et non plus sur la planche.
Toutefois, avant de recommencer, il faut retirer complétement la pate à modeler, de la jonction et des tétons de positionnement. C'est pas très facile, mais avec de la patience, on y arrive. Ensuite on applique de ce coté plusieurs couches de cires, ou autre démoulant, surtout ne pas oublier le plan médian, placer les tétons et vis de fixation (les enduires aussi de démoulant) à leur place respective.
Et on recommence. Il faud redécouper un bac, ou seulement quelques blocs de bois pour maintenir la pièce à l'horizontale, et fixer derrière de nouveau une planche. Après une nuit de séchage, on retire les vis (attention de bien les monter lors de l'étape précédente) et après quelques efforts, la pemière moitié se retire sans problèmes. S'aider pour celà de cales de bois pour faire comme avec un "ouvre huitre".
Tous les produits utilisés pour la réalisation du moule proviennent de chez R-G (http://www.r-g.de) en allemagne. Super site avec d'excellente explications dans des brochure téléchargeables (en anglais ou en allemand). En france un site comparable www.pascalrosier.com qui vaut aussi le détour par les informations mise sur son site. Voila, j'espère vous avoir donner l'envie de vous mettre à l'epoxy, car ce n'est pas si difficile que cela. Travailler avec un masque de qualité est obligatoire!
Réalisation d'un circuit imprimé
Pour fabriquer un circuit imprimé, il est nécessaire de disposer dun typon. Cest un document qui représente les pastilles (empreintes) de tous les composants ainsi que les pistes (connexions électriques) qui relient les pastilles. Ce typon se fait grâce à un logiciel de PCB qui permet de l'imprimer sur un support transparent (papier calque) avec une encre opaque aux UV (noire) sans la fonction 'économie d'encre'.
Le circuit est réalisé dans une plaque de verre époxy dépaisseur 16/10° entièrement recouverte (dès sa fabrication) dune couche de cuivre dune épaisseur de 35µm et dune couche de vernis photosensible. Il sagit alors déliminer le cuivre sur les surfaces qui ne comportent pas de pistes ni de pastilles afin de ne le conserver que sur les zones souhaitées. Cest par un procédé chimique que le cuivre est éliminé. Les zones où le cuivre doit être conservé étant protégées, la plaque est immergée dans un bain de perchlorure de fer. Le cuivre non protégé est alors dissout par réaction chimique. La création d'un circuit imprimé se décompose en cinq étapes; l'insolation, la révélation, la gravure, le nettoyage, et la finition.
L'insolation permet de détruire aux rayons ultraviolets (UV), la couche de vernis de la plaque d'époxy présensibilisée. Pour cela, on place le typon sur la plaque, puis on expose le tout à une source de lumière émettant des rayons UV. Avec une insoleuse il faut compter de 1 à 5 min, avec une ampoule de 100W à 250W il faut 15 à 30 min. Les zones sous l'encre opaque du typon ne seront pas détruite. Le vernis restant (pistes et pastilles) préservera le cuivre lors de la gravure. Le typon doit être optimisé afin de réduire la taille du circuit, le cout et le temps nécessaire pour la gravure (maximiser les zones à préserver).
Une insoleuse de base coute plus de 70 euros, mais il est possible de la fabriquer pour moins de 50 euros. Pour cela vous avez besoin de 3 tubes à UV de 15W-43cm pour insoleuse (6 euros le tube). La partie électronique du système est basé sur le ballaste électronique des ampoules à économie d'énergie. Avantage : allumage semi-progressif (le tube ne clignote pas, mais s'allume d'un coup à 50% puis augmente en quelques minutes). Le ballast ne chauffe pas. La consomation est réduite car une grande partie de la consomation des ballast traditionnels est du à l'effet joule du transformateur. Prendre une ampoule à économie d'énergie la moins chère du marché ou encore mieux, cassée. D'un côté, il faut remplacer les deux fils du culot de la douille par une rallonge. Dans un second temps, il faut trouver les 2x2 fils de l'ampoule et les connecter aux tubes UV. Ces 2x2 fils sont faciles à reconnaître : ils sont groupés par 2 sur la plaque électrique. Isoler le tout dans un petit boîtier. Pour fabriquer le boitier, il faut du contre plaqué, des charnières, une vitre de 4mm, une feuille d'aluminium sous les tubes UV, de la colle à bois, des pointes, de la mousse sur le couvercle. Pour la commande de l'allumage, un simple interrupteur coupe l'alimentation. Sinon on peut mettre une minuterie mécanique 0 à 10 mn pouvant couper le secteur.
La révélation sert à éliminer le vernis sur les surfaces qui ne comportent ni pistes ni pastilles. Pour éliminer le vernis brûlé par les UV, on plonge le circuit une minute dans un bain de révélateur, sur 1cm d'épaisseur. L'important est de le faire directement après l'insolation. Le bain de révélateur doit être chaud. Pour préparer votre révélateur, prenez une bouteille de lait vide de 1 L. Remplissez la d'eau. Versez y le sachet de révélateur (en entier). Secouer un peu et attendez le temps indiqué sur le sachet avant de vous en servir. Il est prêt à être utilisé de nombreuses fois. Conservez le dans sa bouteille à l'abrit de la lumière. Verser votre révélateur dans une cuvette en plastique (bidon de lave glasse coupé sur la tranche). Plongez la plaque qui vient d'être insolé. Au bout d'une minute frotter de temps en temps avec un chiffon ou du sopalin jusqu'à ce que le
cuivre apparaisse. Rincer soigneusement la plaque sous le robinet en frottant avec les doigts jusqu'à ce qu'elle ne soit plus 'grasse' au toucher. Elle est prête à être gravée. Notez que la résine protège encore les pistes.
La gravure du circuit permet de dissoudre le cuivre non protégé par la résine. Le plus simple consiste à mettre le circuit coté cuivre vers le haut dans une cuvette contenant du perchlorure, sur 1cm de hauteur. Agiter légèrement le liquide en remuant la cuvette. Au bout de quelques dizaines de minutes, le cuivre non protégé doit avoir disparu. Le perchlorure de fer n'est pas très dangereux pour les mains, il est quand même préférable d'utiliser des gants en caoutchouc. Par contre, c'est un produit qui tache énormément, attention au lavabo. Pour accélerer la gravure vous pouvez chauffer la solution jusqu'à 50°C, en faisant attention aux vapeurs irritantes. Il existe des résistances chauffantes pour aquariums. Si vous réalisez des circuits imprimés assez souvent, il est alors rentable de faire l'acquisition d'une machine à graver. Il en existe qui fonctionne très bien pour un coût d'environ 38 euros. La gravure ainsi réalisée sera plus rapide et plus précise.
La gravure terminée, laver votre carte abondamment à l'eau afin qu'il ne reste aucune trace de perchlorure. Vider le perchlo dans l'évier. Si vous avez une âme écologiste, il vous faudrait rétablir le ph de la solution avec un kit spécial vendu dans les magasins. Dans tous les cas faites bien couler l'eau. Pour le perçage, une gamme de forets de 0,8 à 3mm est nécessaire.
Pour la finition, enlever la résine restante à l'aide d'une éponge. Le cuivre à nu risque de s'oxyder rapidement s'il n'est pas protégé, il est donc nécessaire de le recouvrir d'une couche de protection. - Argenture, étamage: Un produit liquide contenant des sels d'argent ou d'étain permet de recouvrir la surface cuivrée d'une fine couche de protection. - Vernis: un vernis spécial circuit imprimé existe sous forme de bombe, il faut alors appliquer une couche uniforme sur toute la surface; Ce vernis reste soudable, c'est à dire qu'il s'évaporera au contact d'un fer à souder.
Pour ce qui est du montage et de la soudure des composants, le fer à souder doit disposer d'une pointe fine, d'un support, d'une petite éponge humide pour nettoyer la pane (pointe) de temps en temps. L'idéal sera régulé en température soit par des panes magnétiques( le choix de la pane défini la température, soit par un régulateur électronique situé dans un boîtier externe (Fer à souder thermostaté basse tension avec support et éponge). Utiliser une petite pince coupante de qualité et surtout n'utiliser pas de paires de ciseaux (cause des vibrations pouvant décoller les pastilles) ou de grosse pince coupante. Pour compléter cette panoplie, il faut une pompe à déssouder, et un petite pince plate.
Pour souder une patte de composant, il est important de chauffer à la fois la pastille en cuivre et la patte. L'étain doit adhérer parfaitement avec les 2 supports. La soudure doit être brillante et lisse. Les pistes très large chauffent difficilement (tenez en compte dans la création du typon). Pour produire un apport de chaleur, on peut faire fondre un peut d'étain sur la panne du fer en la maintenant sur la plaque. Quant au composants CMS le mieux est de déposer de la pate à braser sur les pastilles, de placer les composants, puis de faire fondre la pate, avec un pistolet à air chaud.
Résistances: courber les pattes des résistances à la bonne dimension, placer la résistance de sorte qu'elle soit en contact avec le circuit imprimé, souder là, couper les pattes et passer à la résistance suivante.
Straps: les straps qui sont des morceaux de fil rigide nu sont utilisés en cas de circuit simple face pour réaliser un pont au dessus de pistes du circuit imprimé. Il existe des résistances 0 W pour les remplacer.
Transistors: les transistors seront montés avec 3 à 5 mm de distance entre le
boîtier du transistor et la carte. Il existe des petites entretoises en plastique ou en céramique qui se montent sur les pattes des transistors. Après avoir placé un transistor en respectant son orientation, souder le en évitant de surchauffer les broches, couper les pattes et passer au suivant.
Circuits intégrés: les circuits intégrés seront montés de préférence sur support, dans le cas d'un montage d'amateur, cela présente plusieurs avantages : récupération des circuits au cas ou la carte devient obsolète, test de quelques fonctions telles que les alimentations sans monter les circuits sur leur support. Plusieurs type de support existent, la meilleur qualité est le type à tulipes.
Condensateurs : les condensateurs existent sous différentes formes suivant leur technologie : céramique, papier, plastique, électrochimique, tantale, etc.. Courber les pattes des condensateurs à sorties axiales avec un jeu de 1 à 2mm entre la patte et le boîtier. Placer les condensateurs de sorte qu'ils soient en contact avec le circuit imprimé. Comme pour les autres composants, il est préférable de souder chaque condensateur après son placement.
Connecteurs: Si votre circuit comporte un grand nombre d'entrées/sorties, il est judicieux d'utiliser des connecteurs. Ceux-ci peuvent être équipés d'un système de détrompage, attention donc à l'orientation lors du placement de ces connecteurs.
Attention, pour votre sécurité, si des parties sous tension élevée (>24V) sont à nu, porter des gants isolants. S'il il y a risque de court circuit entre des parties sous tension avec un courant élevé, porter des lunettes de protection. Les produits chimiques peuvent eux aussi être dangereux et provoquer des brûlures graves. Dans tous les cas, laver abondamment à l'eau, c'est le cas par exemple de la soude caustique. Les liquides d'argenture, étamage, dorure peuvent contenir des cyanures qui sont des poisons.
Diagnostique PC
Si le Pc ne demarre plus: déconnecter tous les périphériques. S'il ne démarre toujours pas, déconnecter les barrettes de RAM et vérifier que le buzzer de la carte mère est bien en place (connecté ou intégré). Si la carte mère bippe pas, c'est qu'elle est à changé. Si elle bippe c'est certainement le processeur qui est en cause. Vérifier que la patte thermique soit bien fraiche, et homogène. Un processeur en bon état peut ne pas demarrer avec de la patte thermique pourie.
Pour démonter le processeur (CPU), actionner le levier pour défaire le ressort, puis faire glisser le radiateur sur le coté, pour décoller le CPU du radiateur. Eviter de tirer trop fort vers le haut car cela risque d'arracher le CPU qui est collé au radiateur. Avec une vielle patte thermique il se décollera facillement, par contres, avec une patte bien fraiche, vous serai obligé de forcer vers le haut pour décoler le radiateur. Après cette opération délicate à faire avec beaucoup de délicatesse, il ne reste plus qu'à lever le levier à coté du cpu en faisant attention de le bébloquer sur le coté. Le support bouge latéralement, ce qui a pour effet de déconnecter le cpu. Il ne reste plus qu'a l'enlever. Pour le remettre, faite attention au détrompeur (triangle doré sur l'un des angles).
La pâte thermique est un élément clés de la durée de vie de votre matériel. En effet, en facilitant son refroidissement, ce dernier en sera moins usé au fil des années d'utilisations. Pour appliquer correctement votre pâte thermique, il y a plusieurs méthodes. Vous pouvez également vous munir de gants en latex pour éviter tout contact avec la peau. A défaut de gants, lavez vous bien les mains après l'application.
Pour enlever la précédente pâte thermique, il vous suffira généralement d'utiliser un chiffon sec ou toute autre matière non abrasive en grattant sans forcer sur la zone ou la pâte est présente. L'important est de faire attention qu'aucune imperfection ne subsiste sur la zone d'application. La pâte thermique est généralement composée de substances très toxiques, n'hésitez donc pas à utiliser des gants en latex pour éviter tout contact avec la peau. Assurez-vous que les deux zones de contact soient bien propre et sans aspérité. prenez le temps de bien nettoyer ces deux zones.
Pour appliquer la pâte thermique sur un CPU, il suffira ensuite de mettre une petite goutte de pâte au centre du core du processeur. Délicatement, étalez la pâte thermique du centre vers les rebords jusqu'à obtention d'une surface plane et homogène.
Il faut bien faire attention à ce qu'il n'y ait pas de trou d'air ni d'aspérité quelconque.
En cas de messages d'erreurs tel que: - DQS training failed on previous boot, reverted to slower DRAM speed - Overclockig failled! C'est que le processeur est a changer. Avant de changer, essayer quand même de faire un reset du bios (clear CMOS) CM non alimenté, mettre un jumpper à l'emplacement correspondant sur votre CM, quelques secondes, puis le retirer.
voir la vidéo du produit et conseil d'application :
https://www.youtube.com/watch?v=UcFFrS9VK3w
Mecanique automobile
1.1 Changement de pneus et jantes
Pour les jantes, bien faire attention à l'antraxe qui dépend du modele de votre
automobile. http://www.entraxes.fr
Pour les pneus, le matériel necessaire est
- demonte valve
- compresseur d'air
- demonte pneu manuel
Pour la peinture:
http://www.motip.com/fr/service/guide-de-couleurs-motip/
http://www.ipixline.fr/19-peinture-constructeur
Pour les phares:
1.2 Voyant moteur
Le voyant MIL (Malfunction Indicator Lamp) est un pictogramme représentant un bloc moteur de couleur orange / jaune. Ce voyant sert à signaler un problème sur le système de dépollution du véhicule. Selon les défauts il y a plusieurs modes de fonctionnement possible :
Allumé en permanence : un défaut affectant les émissions de polluants a été détecté et confirmé par le calculateur. Le véhicule peut continuer à rouler.
Clignotant : un défaut pouvant provoquer la destruction de certains organes du véhicule a été détecté. Dans ce cas il est vivement recommandé d'arrêter le véhicule très rapidement. Ce mode s'accompagne la plupart du temps d'un passage du véhicule en mode dégradé (limitation du régime et de la puissance).
Fugitif : un défaut a été détecté mais n'a pas été confirmé par le système. Le voyant s'éteint donc de lui-même.
Eteint : aucun défaut lié à la pollution n'est actif. Cela ne signifie pas pour autant qu'aucun défaut n'est présent. Certains d'entre eux ont très peu d'influence sur le fonctionnement du véhicule comme par exemple un disfonctionnement des bougies de préchauffage. http://www.outilsobdfacile.fr/presentation-de-l-obd.php
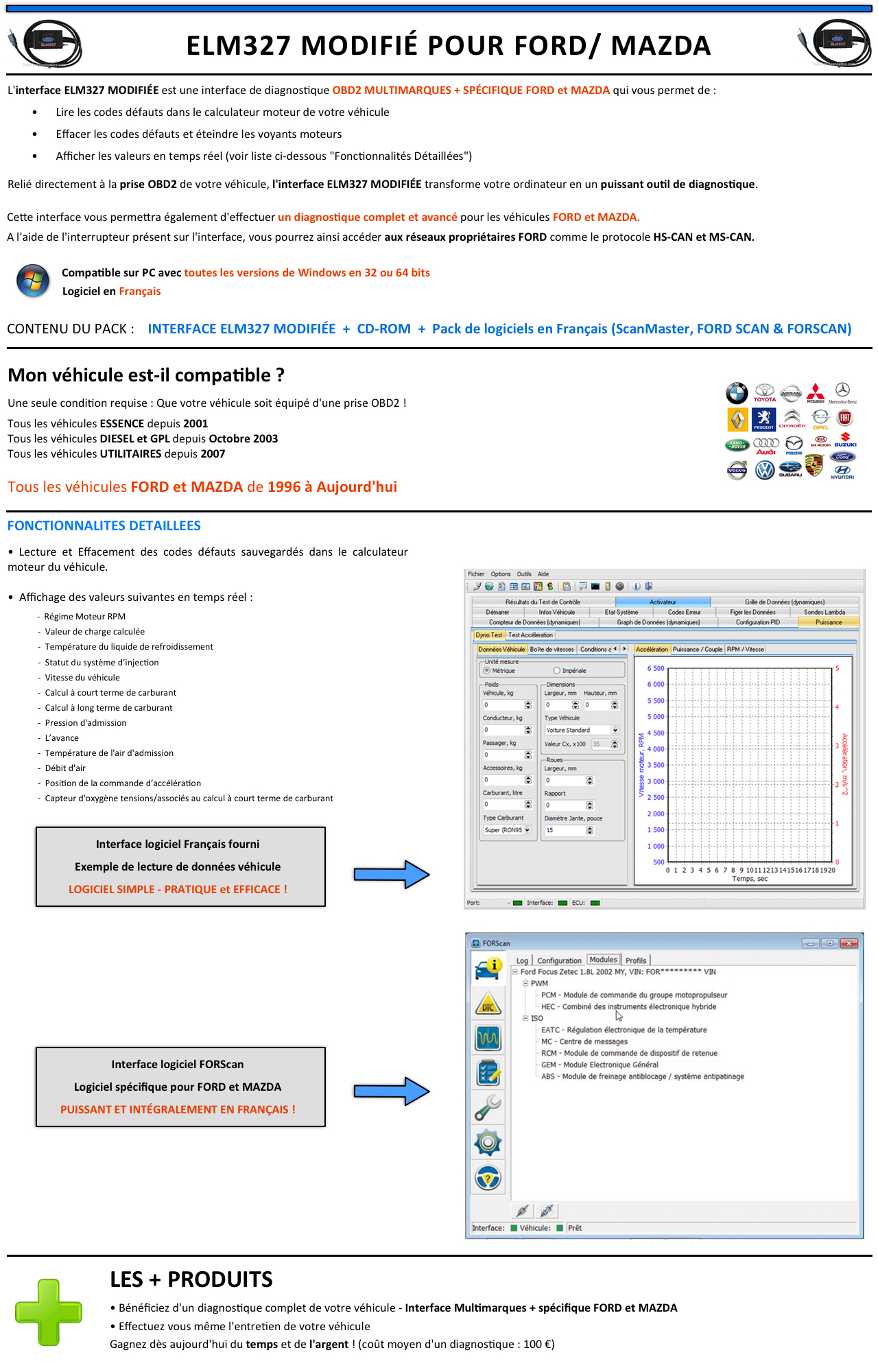
La norme OBD (pour On Board Diagnostic) a été mise en place pour contrôler les émissions polluantes des véhicules. Tous les véhicules ESSENCE depuis 2001 et les véhicules DIESEL depuis 2004 sont COMPATIBLES. Le connecteur doit se situer dans l'habitacle: sous le volant, dans le compartiment à fusibles, ou sous le cendrier près du frein à main. L'ELM 327 est une interface de diagnostique OBD2. Il permet de lire les codes d'erreurs avec un logiciel sur un pc portable en usb
De nombreux modèles Ford et Mazda (Environ depuis 2003-2004) sont équipées de
bus MS-CAN. Il n'est pas supporté par le ELM327 de base, car c'est une
solution spécifique au fabricant et situé sur les broches non-OBD2. L'ELM 327
modifié possède un interrupteur permettant d'acceder aux réseaux propriétaires
FORD comme les protocole HS-CAN et MS-CAN.
http://monstockageperso.fr/AN/ELMMOD.jpg
{kind=link}
1.3 Bobine d'allumage
Une bobine d'allumage fournit le courant haute tension aux bougies d'allumage pour fournir l'étincelle nécessaire à la combustion du moteur essence.
Lorsque la bobine est défectueuse on ne peut plus démarrer son moteur, car il n'y a plus d'étincelle à la bougie. Lorsque le moteur comporte plusieurs bobines (une pour chaque cylindre) et que certaines d'entre-elles sont défectueuses, le moteur ne fonctionne alors que sur quelques cylindres et perd grandement en puissance et en souplesse.
Une bobine défectueuse peut se détecter par une valise électronique que l'on branche sur la prise diagnostic du véhicule. Elle peut également déclencher le voyant de « défaut gestion moteur ». Il se peut également qu'elle fonctionne par intermitence, dans ce cas un claquement d'étincelles électriques peut se faire entendre. En cas de panne d'un des deux élements (bobine ou cables d'allumage), il faut absolument changer les deux, car la panne de l'un peut provoquer la panne de l'autre.
Comment changer une bobine d'allumage automobile
1) Débrancher la borne négative de la batterie 2) Localiser le bobine d'allumage. Elle est reliée aux bougies par 4 gros cables d'allumage noir (~8mm de diamètre). Elles sont proche des bougies d'allumage, sur le bloque moteur, éventuellement sous le filtre à air. 3) Débrancher les connecteurs électriques, 4) Déconnecter les 4 gros cables d'allumages noir. 4) Retirer la vis qui fixe la bobine. 5) Vérifier que la nouvelle bobine correspond à l'ancienne. 6) Remettre la bobine en place et fixer la avec la vis. 7) Rebrancher les connecteurs et les cables. 8) Rebrancher la borne négative de la batterie.
Comment changer les cables d'allumage automobile
1) Débrancher la borne négative de la batterie 2) Localiser le bobine d'allumage. Elle est reliée aux bougies par 4 gros cables d'allumage noir (~8mm de diamètre). Elles sont proche des bougies d'allumage, sur le bloque moteur, éventuellement sous le filtre à air. 3) Démonter le cache moteur ou le filtre à air sur le haut du moteur. Vous verez apparaitre les 4 trous ou sont visées les bougies et d'ou sortent les cables d'allumage branchés aux bougies. 4) Débrancher les 4 connecteurs des cables d'allumage sur la bobine. 5) Tirer vers le haut les extrèmités pour les débrancher des bougies. 6) Rebrancher les nouveaux cables sur les bougies. 7) Connecter les 4 cables d'allumages sur la bobine. 8) Remonter le cache moteur ou le filtre à air sur le haut du moteur. 9) Rebrancher la borne négative de la batterie.
1.4 Sonde lamdba
La sonde lambda (ou la pompe à oxygène) est implantée sur le système d'échappement en amont du catalyseur. Elle informe le boîtier de gestion du moteur, sur la teneur en oxygène des gaz brulés issus de la combustion. Le boitier de gestion en déduit donc la quantité d'essence à injecter dans les cylindres pour que le ratio air-essence soit idéal. La régulation lambda assure une consommation réduite ainsi qu'une diminution des émissions de polluant, permettant ainsi de satisfaire les réglementations antipollution. Les dernières normes en matière de pollution imposent une deuxième sonde lambda placée après le catalyseur pour déterminer son efficacité.
Pourquoi changer une sonde lambda ?
Une sonde lambda défaillante a pour conséquence directe de perturber le mélange air-carburant moteur. Cela a pour conséquences une augmentation des rejets polluants, des à-coups moteurs ainsi qu'une surconsommation de carburant.
Quand changer une sonde lambda ?
Sa durée de vie est en moyenne de 160 000 km quand elle n'est pas altérée par un mauvais fonctionnement du moteur. Les imbrulés dus aux ratés d'allumage, ainsi que l'huile peuvent contaminer la sonde de manière irréversible. Les fuites d'échappement détériorent la sonde, elles créent des prises d'air qui provoquent elles-mêmes une montée en température dangereuse.
Pour garantir une longévité maximum de la sonde, l'entretien du moteur doit être irréprochable (bougies, filtre à air).
Plusieurs indices de remplacement d'une sonde lambda : Le voyant de MIL peut s'allumer lorsque le véhicule roule. Provoque des à-coups moteur et manque de puissance à l'accélération.
Une sonde défectueuse se détecte uniquement par l'outil de diagnostic constructeur que l'on branche sur le véhicule. Exemple de code moteur pour une sonde lambda defectueuse: FORD FXJA, FORD FXJB
Comment changer la sonde lambda d'échappement ?
La sonde se trouve en aval du catalyseur sur la ligne d'échappement. Il peut y en avoir une 2eme en amont (entre le collecteur d'échappements et le cata). Dans ce cas, la sonde amont sert à réguler la richesse et la sonde aval est une sonde de controle d'éfficacité.
2) Surélever la voiture sur chandelles si nécessaire, (ou roue sur le trottoir)
3) Il est préférable de démonter la sonde lorsqu'elle est chaude. Il est donc conseillé d'utiliser des gants pour les manipulations.
4) Dégager l'accès du connecteur faisceau moteur / sonde lambda
5) Débrancher la prise de la sonde du faisceau moteur. Veiller à bien repérer l'ordre et la couleur des fils sur la prise dans le cas où vous optez pour une sonde lambda de type universel.
6) Dévisser le corps de la sonde, et déposer la sonde lambda. Douille injecteur Diesel 22mm 7) Comparer la nouvelle sonde avec l'ancienne. 8) Enduire le filetage de la sonde de graisse graphitée 9) Revisser la sonde lambda sur le tube d'échappement. 10) Rebrancher la ou les prise(s). Renouveler la même opération sur la sonde située en avale du catalyseur si équipé. Lorsque c'est une sonde universelle, il faut remonter le kit de connections, fourni avec la sonde.
http://conseils.oscaro.com/remplacer_sonde_catalyseur.html
1.5 Carbon Cleaning
Comment nettoyer votre catalyseur ou pot catalytique ?
Un technicien du centre Carbon Cleaning nettoiera en 30 minutes à laide de sa station à lhydrogène quasiment tous les dépôts existants afin de permettre à votre moteur de fonctionner à nouveau comme sil était neuf.
La capacité de nettoyage de la station Carbon Cleaning est remarquable. Grâce à un développement de plusieurs années et à une technologie de pointe, lhydrogène pulsé dans les conduits dadmission permet de brûler et déliminer en moyenne jusquà 75% des dépôts doxydation noirâtres existants, qui empêchent votre moteur de fonctionner correctement. Avant de procéder au remplacement des pièces, ayez le réflexe Carbon Cleaning car lencrassement lié à la calamine est le nouveau fléau des moteurs. Le Carbon Cleaning ? La solution alternative avant le remplacement des pièces encrassées Un nettoyage préventif vous permettra dans un premier temps de régénérer les pièces afin déviter leurs remplacements et déconomiser sur léchange dun turbo (entre 1100 et 2500 ), un catalyseur (entre 500 et 1600 ), un FAP (entre 500 et 1600 ), ou dune vanne EGR (entre 300 et 400 ) qui restent des opérations très onéreuses. Ces soucis proviennent le plus souvent dun problème de combustion, provoquant lasphyxie du moteur.
Avant de procéder au remplacement des pièces, ayez le réflexe Carbon Cleaning car lencrassement lié à la calamine est le nouveau fléau des moteurs. 2 - La régénération
Afin que le FAP ne sencrasse pas, ce qui affecterait son fonctionnement, il doit être régénéré régulièrement par un processus qui consiste à brûler les particules de suie dans ce filtre. 3 - La régénération Carbon Cleaning
Cest lopération la moins onéreuse. Elle seffectue sans démontage et demande le moins de temps dintervention. Cest une alternative avant le remplacement de la pièce grâce à son traitement à lhydrogène. Cette opération peut être effectuée en préventif, tous les 15000 kms afin déviter un encrassement trop important de cet organe. Lopération peut également être menée en curatif en cas de problème avec votre FAP. En effet, la capacité de nettoyage du Carbon Cleaning est une solution alternative avant de procéder au remplacement de la pièce. Lopération est facturée 65 TTC.
peinard Profil : Peugeot Addict profil Posté le 12-06-2015 à 17:08:28 answer
Je viens de faire "nettoyer" les entrailles de titine...L'opération a durée 45mn moteur tournant.
Mes toutes premières impressions : Bruit moteur différent. Il fait jeunot. Titine 176000 kms. Plus de pêche à l'accélération. Elle monte plus vite et plus fort dans les tours. On dirait l'A8 de Philou :-) Non la je pousse un peu.
Ce que je vais guetter : J'avais le voyant "système antipollution défaillant" qui s'affichait deux ou trois jours et qui disparaissait avant de revenir. En arrivant au garage il était affiché. Durant le nettoyage pffffff envolé. Le temps de faire quelques bornes sur autoroute à 2500 tours suivant les conseils du garagiste et d'arriver à la maison pas de voyant. Donc s'il ne revient pas dans les jours qui suivent j'en conclurais que l'opération a été parfaitement concluante. Ah oui autre chose qui se passait. Le ventilo tournait moteur pratiquement à froid et il s'arrêtait quand j'arrêtais le moteur. Durant l'opération il s'est déclenché et puis a stoppé. Et ceci plusieurs fois. Je pense qu'il a retrouvé un usage normal. :pt1cable:
peinard Profil : Peugeot Addict profil Posté le 24-07-2015 à 07:25:26 answer
cela a l'air d'être concluant après quelques milliers de kilomètres.. . . . Pour le moment il c rien passé :bounce:
19 millisecondes